
GA
Básanna Stampála Carbide Tungstain: Buntáistí Ábhar, Breithnithe Dearaidh, agus Uasmhéadú Saoil Uirlis
Nuacht Tionscal-Cén Fáth An bhfuil Tungstain Carbide an Príomhábhar le haghaidh Stampála Dies
Tá bás stampála chomhdhúile tungstain tar éis éirí mar thagarmharc an tionscail d'oibríochtaí foirmithe miotail ard-toirte, bánú, pollta, agus dísle forásach nuair is ceanglais neamh-idirbheartaithe iad fad saoil uirlisí, comhsheasmhacht tríthoiseach agus friotaíocht le caitheamh scríobach. Is é cruas eisceachtúil an ábhair — idir 85 agus 93 HRA (Rockwell A) de ghnáth ag brath ar ghrád agus ábhar ceanglóra — an phríomhchúis go n-imíonn cairbíd bás níos fearr ná na roghanna eile de chruach uirlise de réir fachtóirí 10 go 50 uair i dtimpeallachtaí éilitheacha táirgthe. Eascraíonn an cruas urghnách seo ó struchtúr criostail na gcáithníní cairbíde tungstain (WC), atá sa dara háit ach le diamant ar scála Mohs, atá ceangailte le chéile i maitrís cóbalt miotalach nó nicil trí phróiseas shintéirithe leachta-chéim.
Thar cruas amh, bás stampáil chomhdhúile tungstain meascán maoine a thairiscint nach féidir le haon ábhar malartach amháin a mhacasamhlú. Tá neart comhbhrúiteach chomhdhúile cementáilte níos mó ná 4,000 MPa - thart ar cheithre huaire níos mó ná cruach uirlis D2 - a ligeann do chomhdhúile bás a sheasamh an strus teagmhála foircneach a ghintear le linn stampáil ardluais ar ábhair chrua mar chruach dhosmálta, lannáin cruach leictreach, cóimhiotail chopair, agus stiall cruach earrach cruaite. Coinníonn comhéifeacht íseal leathnú teirmeach an ábhair agus seoltacht ard teirmeach cobhsaíocht tríthoiseach faoin téamh timthriallach a ghintear in oibríochtaí preasa ardluais leanúnacha, rud a choscann an scoilteadh tuirse teirmeach a dhíghrádaíonn cruach uirlisí bás de réir a chéile ag rátaí stróc ardaithe.
Príomh-Airíonna Ábhar Carbide Tungstain le haghaidh Feidhmchláir Bása
Déantar feidhmíocht bás stampála chomhdhúile tungstain i dtáirgeadh a chinneadh go díreach ag an ngrád sonrach de chomhdhúile cementáilte a roghnaíodh. Déantar gráid chomhdhúile a innealtóireacht trí mhéid gráin chomhdhúile tungstain, cineál agus céatadán an cheangail mhiotalacha a athrú, agus cairbídí tánaisteacha a chur leis mar chomhdhúile tíotáiniam (TiC), chomhdhúile tantalam (TaC), nó chomhdhúile cróimiam (Cr₃C₂). Cruthaíonn gach ceann de na hathróga seo cothromaíocht dhifriúil idir cruas, toughness, friotaíocht caitheamh, agus friotaíocht creimeadh.
Cruas agus Friotaíocht Caithimh
Is é cruas an mhaoin a bhaineann go díreach le friotaíocht caitheamh in iarratais bás chomhdhúile tungstain. De réir mar a laghdaíonn cion an cheangail cóbalt ó 25 wt% i dtreo 3 wt%, méadaíonn an cruas de réir a chéile ó thart ar 85 HRA go 93 HRA. Ardaíonn méideanna gráin mhíne agus ultrafine WC — faoi bhun 1 miocrón — an cruas tuilleadh tríd an meánchosán saor idir cáithníní crua chomhdhúile a laghdú, rud a mhéadaíonn an fhriotaíocht in aghaidh micrea-scríobadh ag imill ghearrtha agus ag foirmiú gathanna. Le haghaidh bás stampála ag oibriú ar ábhair an-scríobach cosúil le cruach sileacain, cruach dhosmálta fuar-rollta, nó dlúthdhioscaí miotail púdair, seachadann gráid ultrafine-gráin le cóbalt 6-10 wt% an meascán is fearr de chruas ard agus toughness briste leordhóthanach chun seasamh in aghaidh chipping le linn luchtú an phreasa.
Toughness briste agus Friotaíocht Tionchair
Tomhaiseann cruas briste (K₁c) friotaíocht ábhair in aghaidh iomadú scoilteanna faoi thionchar nó faoi lódáil turrainge — an t-airí a chinneann cé acu an ndéanfaidh dísle sliseanna, scoilt, nó briste go tubaisteach nuair a dhéantar ró-ualaí tobanna, mífheedí preasa, nó teagmhais dhá bhuille. Méadaíonn déine chomhdhúile tungstain le cion cóbalt, ag réimsiú ó thart ar 8 MPa·m½ ag 6 wt% Co go dtí os cionn 15 MPa·m½ ag 20–25 wt% Co. Le haghaidh bás stampála a mbíonn tionchar suntasach aige ar luchtú — amhail díslí tromphlátála ag oibriú ar ábhar tiubh, nó díslí forásach le gearradh céimseata casta a ghineann fórsaí coisctheacha céimsiméadracha níos airde. briste tubaisteach, fiú ar chostas roinnt friotaíocht a chaitheamh. Déanann an roghnú grád ceart cothromaíocht a dhéanamh idir na héilimh iomaíocha a bhaineann le cruas agus cruas bunaithe ar phróifíl strus sonrach an iarratais.
Neart Comhbhrúiteach agus Modal Leaisteacha
Tá an modúl leaisteach de chomhdhúile tungstain - thart ar 550-650 GPa ag brath ar an ngrád - timpeall trí huaire níos airde ná an modúl cruach uirlisí. Ciallaíonn an stiffness mhór seo go bhfuil sraonadh bás stampála carbide i bhfad níos lú faoi ualach an phreasa ná uirlisiú cruach uirlisí coibhéiseach, a aistríonn go díreach go lamháltais pháirteacha níos déine, toisí gné-go-gné níos comhsheasmhaí in obair dísle comhleanúnach, agus éagsúlacht laghdaithe springback in oibríochtaí foirmithe. Coscann an neart comhbhrúiteach ard dífhoirmiúchán dromchla bás agus eangú faoi theagmháil ardbhrú arís agus arís eile, arb é an príomh-mheicníocht sreafa tríthoiseach i cruach uirlisí a oibríonn ar ábhair stiallacha crua.
Treoir Roghnúcháin Grád Die Stampála Carbide Tungstain
Chun an grád ceart chomhdhúile a roghnú le haghaidh feidhmchlár bás stampála, tá gá le hairíonna ábhartha a mheaitseáil leis an meascán sonrach d'ábhar workpiece, luas brúigh, céimseata bás, agus an méid táirgeachta ionchais. Tugann an tábla seo a leanas achoimre ar na catagóirí grád carbide is coitianta a úsáidtear chun iarratais bás a stampáil agus a gcásanna úsáide is fearr.
| Catagóir Grád | Co ceanglóra (%) | Cruas (HRA) | Méid Grán | Feidhmchlár is Fearr |
| Cruas Ard / Low Co | 3–6% | 91–93 | Ultramhín (<0.5 µm) | Bánú mín, polladh beacht ar stiall tanaí crua |
| Cuspóir Ginearálta | 8–12% | 88–91 | Mín (0.5–1.5 µm) | Stampáil forásach bás, punching lamination leictreach |
| Toughness Meánach | 13–16% | 86–88 | Meánach (1.5–3 µm) | Bánú déanta as cruach dhosmálta meánmhéide agus cóimhiotail chopair |
| Toughness Ard | 18–25% | 83–86 | Garbh (3–6 µm) | Blancáil trom-thomhas, bás á fhoirmiú le luchtú ardtionchar |
| Ni-Bonded / Frithsheasmhach in aghaidh creimeadh | 6–12% Ni | 87–90 | Mín - Meánach | Stampáil ábhar creimneach, comhpháirteanna feistí leighis |
Tá tagairt ar leith tuillte ag gráid chomhdhúile nicil-nasctha d'fheidhmeanna a bhaineann le stampáil ábhar stiallacha creimneach, nó i gcás ina mbeidh comhpháirteanna dísle faoi lé bealaí agus fuaraitheoirí ionsaitheach. Tá ceanglóra cóbalt i mbaol ionsaí creimneach fabhrach i dtimpeallachtaí aigéadacha, rud a dhíghrádaíonn céim an ceanglóra agus is cúis le garbhú dromchla luathaithe. Cuireann díslí stampála chomhdhúile tungstain atá nasctha le nicil cruas agus déine coibhéiseach le gráid cóbalt agus iad ag soláthar friotaíocht creimeadh i bhfad níos fearr sna timpeallachtaí seo, rud a fhágann gurb iad an rogha is fearr le haghaidh stampáil feistí leighis agus déantúsaíocht cónascaire leictreonaic áit a bhfuil caighdeáin glaineachta próisis déine.
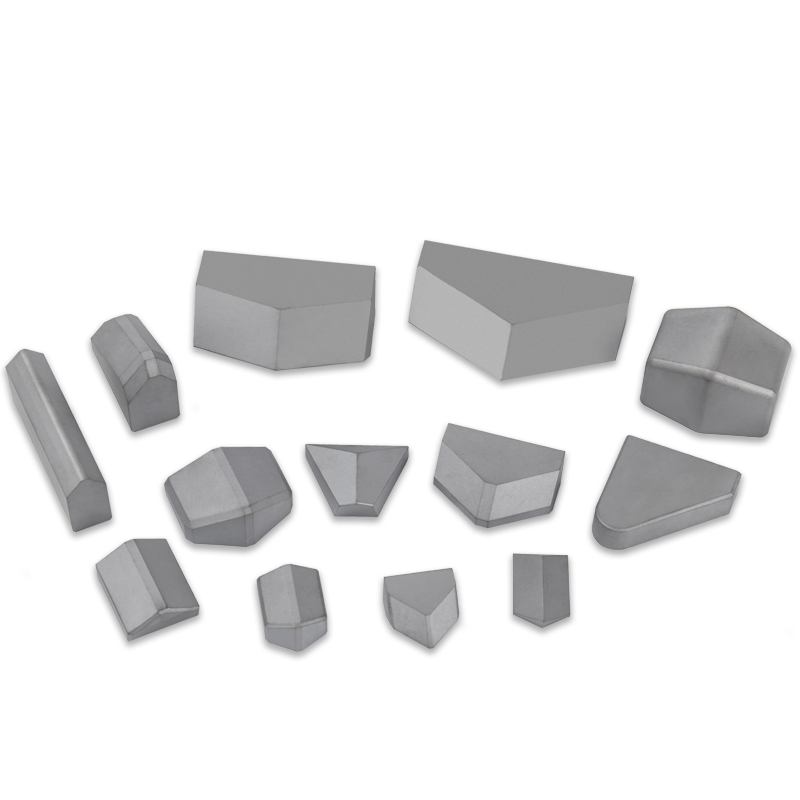
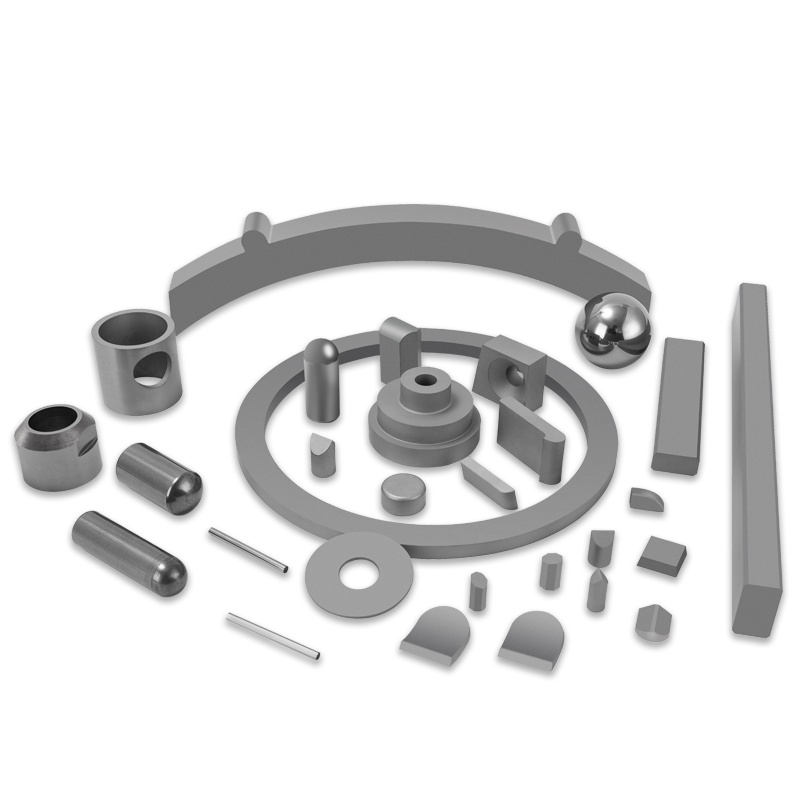
Cineálacha Díslí Stampála Carbíde Tungstain agus a dTógáil
Cuirtear chomhdhúile tungstain i bhfeidhm i dtógáil dísle a stampáil i bhfoirmeacha éagsúla, gach ceann acu a oireann do scálaí táirgeachta éagsúla, céimseataí páirteanna, agus cúinsí eacnamaíocha. Trí na roghanna tógála atá ar fáil a thuiscint is féidir le déantóirí uirlisí agus innealtóirí déantúsaíochta an costas uirlisithe tosaigh agus an costas iomlán in aghaidh na coda a bharrfheabhsú thar an tréimhse táirgthe.
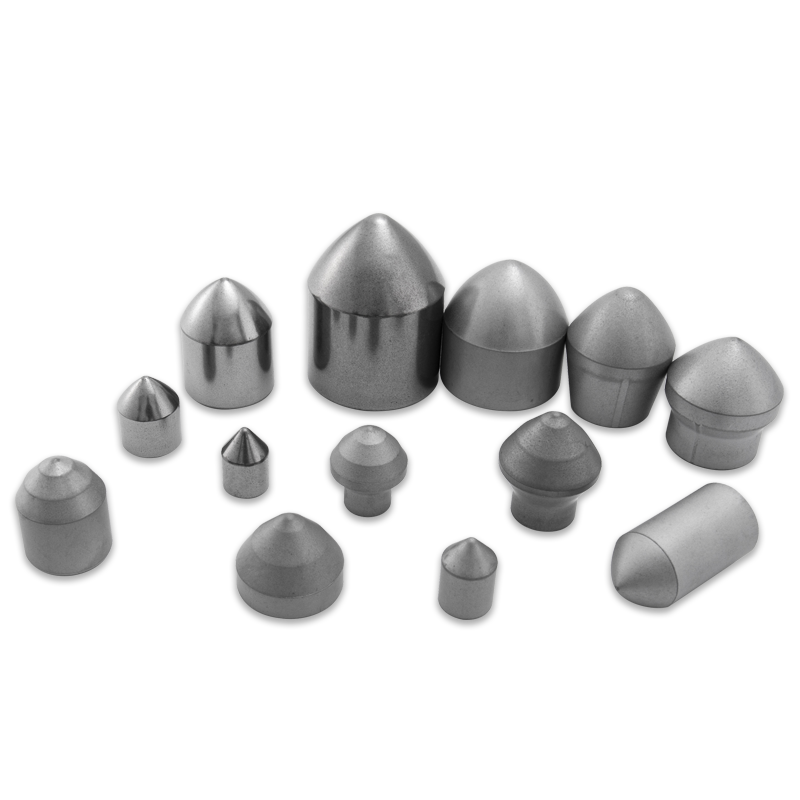
Díslí Stampála Soladach Carbide
Déantar díslí stampála cairbíde tungstain soladach a mheaisíniú go hiomlán ó phíosa amháin de chomhdhúile sintéaraithe. Tá an tógáil seo caighdeánach le haghaidh polláin le trastomhas beag faoi bhun thart ar 25 mm, dísle bánú beag, ionsáigh pollta, agus punches foirmeacha beachtas nuair a cheadaíonn an chéimseata dhlúth tacaíocht iomlán a thabhairt don chomhdhúile i gcoinne strusanna lúbthachta agus teanntachta. Déanann punches chomhdhúile soladacha le haghaidh stampáil críochfoirt cónascaire, déantúsaíocht fráma luaidhe, agus táirgeadh teagmhála leictreach saol seirbhíse níos mó ná 50 go 100 milliún stróc ar ábhair stiallacha copair agus práis tanaí a bhaint amach go rialta. Is é an príomhtheorannú a bhaineann le tógáil chomhdhúile soladach ná brittleness faoi ualaí lúbthachta - tá punches chomhdhúile soladacha a bhfuil cóimheasa ardghné acu (cóimheasa fad-go-trastomhas os cionn 5:1) i mbaol teip cliathánach búcla agus éilíonn siad bearrtha treorach beachta agus imréiteach íosta punch-go-treoir chun fanacht laistigh de theorainneacha strus sábháilte.
Tógáil Die Carbide-Isteach agus Laghdaigh-Fit
I gcás comhpháirteanna dísle stampála níos mó - plátaí bánaithe, cnaipí dísle, ionsáigh fhoirmithe, agus fáinní tarraingthe - éiríonn tógáil chomhdhúile soladach ró-chostasach agus neamhphraiticiúil lena mhonarú agus a láimhseáil. Is é an réiteach atá ar chaighdeán an tionscail ná cuir isteach carbíde a phreasáil nó a chrapadh-fheistiú isteach i gcoimeádán cruach a sholáthraíonn tacaíocht struchtúrach, ionsú turraing, agus an comhéadan meicniúil le haghaidh gléasta dísle. Cuireann an cur isteach idir an cuir isteach chomhdhúile agus an sealbhóir cruach an chomhdhúile i strus comhbhrúiteach iarmharach, ag feabhsú go mór a fhriotaíocht ar scoilteadh teanntachta le linn stampála. Réimsíonn luachanna trasnaíochta tipiciúla do shuiteálacha cnaipe dísle cairbíde ó 0.001 go 0.003 orlach in aghaidh an orlach de chomhdhúile lasmuigh de thrastomhas. Tá feistiú trasnaíochta míchuí — bíodh sé neamhleor (a cheadaíonn fretting agus imirce) nó iomarcach (a chuireann scoilteadh struis fonsa le linn cóimeála) - ar cheann de na cúiseanna is coitianta le teip ar chur isteach dísle cairbíde roimh am sa táirgeadh.
Díslí Forásach Carbide Deighilte
Is minic a dhéantar dísle stampála forásach casta a dhéanann ilphlátála, polladh, lúbadh, agus oibríochtaí foirmithe i bhforchéimniú stiall amháin le hiontáin chomhdhúile deighilte agus iad suite i mbróga dísle cruach cruinneas. Ionchorpraíonn gach stáisiún sa dísle comhleanúnach tiomnaithe carbide punch agus dísle cuir isteach péirí optamaithe le haghaidh oibriú sonrach an stáisiúin sin agus coinníollacha teagmhála ábhar workpiece. Ligeann an cur chuige deighilte seo stáisiúin chomhdhúile caite nó damáiste aonair a athsholáthar gan an cóimeáil bás iomlán a scriosadh, agus cuireann sé ar chumas gráid éagsúla chomhdhúile a úsáid ag stáisiúin éagsúla bunaithe ar phróifíl strus ar leith gach stáisiúin. Is iad na samplaí is sofaisticiúla de thógáil bás forásach chomhdhúile deighilte le huirlisiú bás forásach ard-toirte le haghaidh stampáil lamination mótair leictreach, críochfoirt cónascaire feithicleach, agus táirgeadh fráma luaidhe IC, le roinnt uirlisí ag baint amach ritheann táirgeachta carnach níos mó ná billiún páirteanna roimh atógáil mór.

Déantúsaíocht agus Meilt Die Stampála Carbíde Tungstain
Éilíonn déantúsaíocht bás stampála cairbíde tungstain trealamh speisialaithe, uirlisí agus eolas próisis atá difriúil go bunúsach ó mhonarú dísle cruach uirlisí traidisiúnta. Mar gheall ar chruas foircneach an chomhdhúile ní féidir meaisínithe traidisiúnta a dhéanamh - ní mór an t-ábhar ar fad a bhaint as scríobaigh diamanta nó meaisínithe scaoilte leictreach (EDM), agus is é roghnú na bparaiméadar próisis a chinnfidh an fheidhmíocht dísle deiridh go díreach.
Meilt Diamond le haghaidh Próifílí Die Carbide
Is é meilt roth Diamond an príomh-mhodh déantúsaíochta chun dromchlaí cothroma, próifílí sorcóireacha, agus gnéithe uilleacha de chomhdhúile tungstain stampála bás a tháirgeadh. Roghnaítear rothaí diamanta atá nasctha le roisín, le gloiniú agus le miotail-nasctha bunaithe ar an ngrád chomhdhúile a bheith talmhaithe agus an bailchríoch dromchla a theastaíonn. Ní mór paraiméadair an phróisis chriticiúil - luas rotha, ráta beatha an phíosa oibre, doimhneacht gearrtha in aghaidh an phas, agus sreabhadh an chuisnithe - a rialú go cúramach chun damáiste teirmeach a sheachaint do dhromchla an chomhdhúile a léirítear mar mhicrea-scáineadh, strus teanntachta iarmharach, nó claochlú céime dromchla. Éilíonn meilt dromchla plátaí bás cairbíde fuarú tuilte a chur i bhfeidhm, an roth diamanta a chóiriú go géar, agus bailchríoch éadrom faoi bhun 0.005 mm ar dhoimhneacht gearrtha chun cáilíocht bailchríoch an dromchla a bhaint amach (Ra faoi 0.2 µm) agus caoinfhulaingt maoile a theastaíonn le haghaidh imréitigh dísle a ghlanadh go beacht.
Wire EDM le haghaidh Céimseataí Die Carbide Coimpléasc
Tá meaisínithe urscaoilte leictreach sreinge (sreinge EDM) tar éis éirí mar an modh ceannasach chun próifílí casta déthoiseacha a ghearradh ar phlátaí dísle cairbíde tungstain, lena n-áirítear imlínte bánaithe neamhrialta, cró dísle forásacha, agus cuasáin dísle cruinne. Déanann Wire EDM ábhar a bhaint trí chreimeadh spréach rialaithe ag baint úsáide as leictreoid sreang práis nó since-brataithe a chothaítear go leanúnach, rud a fhágann go bhfuil sé neamhspleách go hiomlán ar chruas an phíosa oibre. Is féidir le córais EDM sreang cúig-ais nua-aimseartha comhpháirteanna bás chomhdhúile a ghearradh go lamháltais tríthoiseach laistigh de ± 0.002 mm agus bailchríocha dromchla a bhaint amach faoi bhun Ra 0.3 µm tar éis seichimh gearrtha mín-chríochnaithe. Ábhar ríthábhachtach in EDM sreinge de chomhdhúile is ea an ciseal athmhúnlaithe — crios tanaí d'ábhar athdhlúite thart ar 2–10 µm ar doimhneacht ina bhfuil struis iarmharach teanntachta agus micreascoilteanna. Baintear an ciseal athmhúnlaithe de réir a chéile ó chiorruithe roimhe seo de réir a chéile le ciorruithe bearrtha iolracha le suímh fuinnimh laghdaitheacha, agus ní mór cáilíocht dhromchla an EDM deiridh a fhíorú lena chinntiú nach bhfanann aon athmhúnlú iarmharach ar dhromchlaí ceannródaíocha a bheadh mar shuímh tionscnaimh crack i dtáirgeadh.
Rádlaithe agus Snasú le haghaidh Dromchlaí Dísle Criticiúla
Tar éis oibríochtaí meilt agus EDM, déantar imeall gearrtha, gathanna foirmithe, agus dromchlaí imréitigh bás stampála chomhdhúile tungstain a chríochnú go hiondúil le rádadh nó snasta diamanta chun aon damáiste meaisínithe iarmharach a bhaint agus an tsonraíocht cháilíochta dromchla deiridh a bhaint amach. Baintear neamhrialtachtaí dromchla amach agus bunaítear an chéimseata chiumhais chomhsheasmhach atá ríthábhachtach chun an cháilíocht a ghearradh agus an dísle a bhaint as lámhchlúdach láimhe le taosrán diamanta ar phlátaí cruach cruaite nó iarann teilgthe — trí úsáid a bhaint as gráid níos míne de réir a chéile ó 15 µm síos go 1 µm nó faoina bhun. I gcás cairbíde bánaithe fíneáil ardchruinneas agus bás mona, tá gá le bailchríocha deiridh dromchla faoi bhun Ra 0.05 µm ar dhromchlaí foirmithe chun sonraíochtaí cáilíochta dromchla na bpáirteanna a bhaint amach agus chun greamaitheacht ábhair a íoslaghdú le linn stampála.
Imréiteach a bharrfheabhsú, Bealadh, agus Socrú Preasa le haghaidh Die Stampála Carbide
Teipfidh fiú an bás stampála chomhdhúile tungstain den chaighdeán is airde roimh am má reáchtáiltear é le himréiteach punch-go-bás mícheart, lubrication neamhleor, nó socrú preas míchuí. Tá tionchar as cuimse ag na paraiméadair oibriúcháin seo ar shaol an bháis, ar cháilíocht na bpáirteanna, agus ar an mbaol briste tubaisteach chomhdhúile le linn táirgeadh.
Imréiteach Punch-go-Die le haghaidh Uirlisí Carbide
Is gnách go mbíonn an t-imréiteach punch-go-bás is fearr le haghaidh bánú agus polladh cairbíde tungstain níos déine ná an uirlisiú cruach uirlisí coibhéiseach - go hiondúil 3 go 8 faoin gcéad de thiús ábhair in aghaidh an taobh don chuid is mó de mhiotail, i gcomparáid le 8 go 12 faoin gcéad i gcás cruach uirlisí bás. Cumasaítear imréitigh níos déine ag friotaíocht caitheamh níos fearr chomhdhúile agus cobhsaíocht tríthoiseach, agus táirgeann siad dromchlaí gearrtha níos glaine le níos lú tar-rolladh, doimhneacht dóite, agus uillinn crios briste. Mar sin féin, díríonn imréiteach ró-daingean fórsaí gearrtha ar imill ghearradh an chomhdhúile, ag luasghéarú ar chipping imeall agus ag méadú an baol go ndéanfar plátaí punchála nó bás a scoilteadh. Ba cheart leas iomlán a bhaint as imréiteach a bhailíochtú trí scrúdú a dhéanamh ar cháilíocht chiumhais tosaigh ag baint úsáide as comparadóir optúil calabraithe nó micreascóp leictreon scanadh chun uillinn an chreasa briste atá ag teastáil agus airde burr a dhearbhú sula ndéantar méideanna táirgeachta.
Riachtanais Bealaithe
Tá lubrication cuí ríthábhachtach chun saol seirbhíse bás stampála chomhdhúile a uasmhéadú trí fhrithchuimilt a laghdú ag an gcomhéadan punch-go-ábhar, cosc a chur ar phiocadh ábhar (galling) ar dhromchlaí bás, agus teocht bás a rialú le linn oibríocht ardluais. I gcás fhormhór na n-oibríochtaí stampála forásacha cairbíde ar chruach agus stiallacha cruach dhosmálta, soláthraíonn ola stampála ardbhrú atá sulfairithe nó clóirínithe a fheidhmítear trí chóta sorcóir nó trí chóras spraeála ag meáchan scannáin rialaithe idir 0.5 agus 2.0 g/m² lubrication leordhóthanach. Ar stiallacha copair agus práis, tá gá le foirmlithe neamhchlóirínithe chun staining creimneach a chosc. Úsáidtear bealaí scannáin thirim - lena n-áirítear déshilfíd moluibdín agus bratuithe PTFE a chuirtear ar an stiall - in iarratais nach bhfuil éilliú ola ar pháirteanna stampáilte inghlactha, mar theagmháil leictreach agus déantúsaíocht feistí leighis.
Ceanglais Phreasa maidir le Cosaint Dísle Carbide
Ciallaíonn brittleness chomhdhúile tungstain faoi strus teanntachta agus lúbthachta go bhfuil bás stampála cairbíde an-íogair maidir le mí-ailíniú preas, earráidí comhthreomhara sleamhnáin, agus luchtú lasmuigh den lárionad a chuirfí suas le huirlisiú cruach uirlisí. Tá fáil bháis chomhdhúile i bpreas caite nó mí-ailínithe ar cheann de na bealaí is tapúla chun teip bás roimh am a chur faoi deara. Ba cheart go léireodh an preas a úsáidtear le haghaidh uirlisithe carbide comhthreomharán sleamhnáin go leaba laistigh de 0.010 mm thar an limistéar dísle iomlán, agus ba cheart go mbeadh cosaint ró-ualaithe hiodrálach socraithe ag 110-120 faoin gcéad den fhórsa gearrtha ríofa chun taisteal preasa a ghabháil i gcás misfeed nó buille dúbailte sula dtarlóidh damáiste bás tubaisteach. Is trealamh caighdeánach iad braiteoirí cosanta dísle dínasctha mear - monatóireacht a dhéanamh ar stiallchothaithe, díshealbhú páirteach, agus sraonadh bioráin cosanta dísle - ar línte dísle cairbíde forásacha agus íocann siad astu féin go tapa trí chosc a chur ar imeacht tubaisteach amháin de bhriseadh cairbíde.
Cothabháil, Athghéarú, agus Athchóiriú Díosa Stampála Carbide
Ceann de na buntáistí eacnamaíocha suntasacha a bhaineann le stampáil chomhdhúile tungstain níos mó ná cruach uirlisí ná an cumas uirlisí caite a athchóiriú trí aghaidheanna gearrtha a athghreamú go beacht, imill ghearrtha géara a athchóiriú agus céimseata ceart imréitigh. De ghnáth is féidir dísle cairbíde dea-choimeádta a athghéarú 20 go 50 uair sula laghdaítear an dísle go dtí na sonraíochtaí íosta airde de bharr baint stoic carntha, ag seachadadh saol seirbhíse iomlán go leor uaireanta níos faide ná an saol uirlis tosaigh idir na meilte.
- Táscairí Caitheamh Monatóireachta: Prótacail monatóireachta táirgeachta a bhunú a rianaíonn airde burr ar chodanna stampála, doimhneacht rollta imeall gearrtha, agus sonraí treochtaí tonnáiste a phreasáil mar tháscairí ar chaitheamh bás forásach. Má chuirtear tús le hathghreille ag an gcéad chomhartha d'fhorbairt burr - seachas a bheith ag rith go dtí go bhfuil cáilíocht na bpáirt as sonraíocht - laghdaítear an méid stoic a theastaíonn in aghaidh an timthrialla athghreimnithe agus uasmhéadaítear líon iomlán na dtimthriallta athghréine atá ar fáil sula sroicheann an dísle airde an bhradáin.
- Surface Grinding for Regrind: Déantar athghreamú aghaidh dísle carbide ar ghreanadóir dromchla cruinneas ag baint úsáide as roth cupán diamanta atá nasctha le roisín nó roth aghaidh diamanta deighilte. Ba cheart go mbeadh an t-íosbhaint stoic in aghaidh an ghreille leordhóthanach chun briseadh tríd an gcrios iomlán a bhfuil tionchar ag caitheamh air — go hiondúil 0.05 go 0.15 mm in aghaidh an duine — chun cairbíd úr gan damáiste a nochtadh le himill ghearrtha géara.
- Edge Honing After Regrind: Tá micreashliseanna agus burrs meilt ar imill ghearrtha chomhdhúile nua-mheilte a laghdaíonn saolré tosaigh na huirlisí mura dtugtar aghaidh orthu sula gcuirtear an dísle ar ais chuig an táirgeadh. Neartaíonn lí chiumhais rialaithe éadrom ag baint úsáide as Diamond mín nó cloch nítríde bórón - ag baint ach 0.005 go 0.020 mm d'ábhar imeall ag uillinn chomhsheasmhach - an chéimseata ceannródaíoch agus feabhsaíonn sé go mór saol na huirlisí céad-bhuail tar éis regrind.
- Cigireacht Tar éis Gach Athghreim: Tar éis gach timthriall regrind, déan iniúchadh ar na comhpháirteanna uile chomhdhúile faoi mhéadaithe (ar a laghad 10 × loupe, go hidéalach micreascóp déantóir uirlisí) le haghaidh micrea-scoilteanna, scealladh imeall, agus neamhrialtachtaí dromchla sula n-athshuiteálann tú an dísle. Méadóidh scoilteanna i gcomhpháirteanna dísle cairbíde go tapa faoin luchtú táirgeachta agus cruthóidh siad cliseadh tubaisteach - seachnaítear damáiste don phreas iartheachtacha agus aga neamhbheartaithe trí iad a aithint le linn iniúchta.
- Athmhúnlú don Saol Breisithe: Is féidir le bratuithe sil-leagan fisiceach gaile (PVD) — go háirithe TiN, TiCN, TiAlN, agus DLC (carbón cosúil le diamaint) — a chuirtear i bhfeidhm ar dhromchlaí punchála stampála cairbíde tar éis meilt na tréimhsí idir regrinds a shíneadh 2 go 4 huaire ar ábhair scríobacha oibre. Tá bratuithe DLC éifeachtach go háirithe ar iarratais stampála copair agus alúmanaim nuair is príomh-mheicníocht caitheamh é greamaitheacht ábhar leis an dromchla bás.
Tungstain Carbide vs Uirlis Dies Stampála Cruach: Comparáid Díreach
Is éard atá i gceist leis an gcinneadh idir chomhdhúile tungstain agus cruach uirlisí le haghaidh feidhmchlár bás stampála ná infheistíocht tosaigh uirlisí a chothromú i gcoinne costas iomlán na húinéireachta thar an rith táirgthe. Soláthraíonn an chomparáid seo a leanas creat praiticiúil don chinneadh seo thar na gnéithe feidhmíochta agus eacnamaíocha is ábhartha.
| Paraiméadar | Tungstain Carbide Die | Dísle Cruach Uirlis (D2 / M2) |
| Cruas | 85–93 HRA (≈1400–1800 HV) | 58–65 HRC (≈650–830 HV) |
| Saol Uirlis tipiciúla | 5–50 milliún stróc (ag brath ar an iarratas) | 100,000–1 milliún stróc |
| Costas Tosaigh Uirlisí | 3-8 × níos airde ná cruach uirlis | Bunlíne |
| Costas in aghaidh na coda (toirt ard) | Go suntasach níos ísle | Níos airde mar gheall ar athsholáthar go minic |
| Cobhsaíocht Toiseach | Ar fheabhas (modulus ard) | Go maith (modal níos ísle) |
| Tionchar / Friotaíocht Turraing | Measartha (brittle - ag brath ar ghrád) | Maith - Ar fheabhas |
| Macinability / Deisiúchán | Deacair (Diamond / EDM amháin) | Maith (meaisniú traidisiúnta) |
| Is Fearr Le haghaidh | Ábhair ard-toirte, scríobach, lamháltais daingean | Fréamhshamhlacha, toirt íseal, foirmiú casta 3D |
Is gnách go dtagann idir 500,000 agus 2 mhilliún páirt ag an bpointe trasnaithe eacnamaíoch - an méid táirgeachta a sháraíonn costas níos ísle an chomhdhúile in aghaidh na coda a infheistíocht in uirlisí tosaigh níos airde - ag brath ar chastacht an dísle, cruas ábhar an phíosa oibre, agus an t-eatramh regrind is féidir a bhaint amach le gach ábhar. Maidir le haon chlár stampála a mheastar a sháróidh 2 mhilliún cuid, tá costas iomlán na hanailíse úinéireachta i bhfabhar tógáil dísle stampála chomhdhúile tungstain níos mó ná roghanna eile cruach uirlis.
Ár Táirgí //
Táirgí Gaolmhara



Má tá suim agat inár dtáirgí, téigh i gcomhairle linn
