
GA
An Treoir Phraiticiúil maidir le Díslí Stampála Carbíde Tungstain: Gráid, Dearadh, agus Conas iad a Dhéanamh Last
Nuacht Tionscal-Cad é Die Stampála Carbíd Tungstain agus Cén Fáth a Bhfuil Tábhachtach?
Is comhpháirt uirlisí beachta é dísle stampála chomhdhúile tungstain a úsáidtear in oibríochtaí stampála miotail chun leathán miotail a ghearradh, a fhoirmiú, a tholladh nó a mhúnlú le hard-atrialltacht agus fíorchruinneas. Murab ionann agus bás cruach uirlise traidisiúnta, déantar díslí cairbíde tungstain as ábhar ilchodach — go príomha cáithníní cairbíde tungstain (WC) a shintéirítear le chéile le ceanglóir miotalach, cóbalt (Co) is coitianta. Is é an toradh atá air ná ábhar a chomhcheanglaíonn cruas eisceachtúil (go hiondúil 85–93 HRA ar scála Rockwell) le go leor déine chun na hualaí tionchair arís agus arís eile a bhaineann le stampáil ardluais a sheasamh gan sliseanna nó dífhoirmiú.
I dtimpeallachtaí táirgeachta ard-toirte - comhpháirteanna feithicleacha, críochfoirt leictreonaic, páirteanna feiste leighis, nascóirí leictreacha, agus dúntóirí beachta - is iad díslí stampála cairbíde tungstain an rogha caighdeánach don uirlisiú nach mór na milliúin amas comhsheasmhach a sheachadadh sula n-éilítear iad a athsholáthar. Tá an costas uirlisithe tosaigh níos airde ná cruach uirlisí, ach mar gheall ar an saol seirbhíse méadaithe go mór agus an t-am aga laghdaithe, is é an chomhdhúile bás an rogha eacnamaíoch is fearr ar scála. Clúdaíonn an treoir seo gach rud ó roghnú grád agus breithnithe dearaidh dísle go cleachtais chothabhála agus cad ba cheart a lorg nuair a fhaigheann an stampáil carbide bás.
Tungstain Carbide vs Uirlisí Cruach Dies: Tuiscint ar an Difríocht Fíor
Tá an cinneadh idir chomhdhúile tungstain agus cruach uirlisí le haghaidh tógáil bás a stampáil ar cheann de na roghanna is iarmhartacha maidir le huirlisiú preasa. Tá próifíl feidhmíochta ar leith ag gach ábhar, agus braitheann an rogha ceart ar an méid táirgeachta, an t-ábhar atá á stampáil, agus an t-am aga inghlactha le haghaidh ath-mheilt nó athsholáthair.
| Maoin | Tungstain Carbide Die | Dísle Cruach Uirlis (D2 / M2) |
| Cruas | 85–93 HRA | 58–65 HRC |
| Friotaíocht a chaitheamh | Den scoth - 5-20 × saol níos faide | Go maith le haghaidh méideanna measartha |
| Toughness | Measartha — ag brath ar ghrád | Níos airde - níos mó maithiúnas tionchair |
| Neart comhbhrúiteach | Suas le 6,000 MPa | 1,500–2,500 MPa |
| Costas uirlisí tosaigh | Níos airde (3–5 × cruach uirlis) | Íochtarach |
| Costas in aghaidh na coda thar shaolré | Íochtarach at high volumes | Níos airde mar gheall ar athsholáthar go minic |
| Feidhmchlár is fearr | Ábhair ard-toirte, scríobach nó chrua | Fréamhshamhlacha, íseal-toirte, céimseata casta |
| Meaisínitheachta | Éilíonn meilt EDM agus Diamond | Muilleoireacht agus meilt traidisiúnta |
Le haghaidh ritheann táirgeachta níos mó ná 500,000 páirteanna, bás stampáil chomhdhúile tungstain beagnach i gcónaí a sheachadann costas iomlán úinéireachta níos ísle in ainneoin an praghas iontrála níos airde. Faoi bhun na tairsí sin, braitheann an ríomh go mór ar an ábhar atá á stampáil agus ar an minicíocht regrind inghlactha do roghanna eile cruach uirlisí.
Gráid Carbide Tungstain a Úsáidtear i Stampáil Die: Conas an Ceann Ceart a Roghnaigh
Ní ábhar amháin é cairbíd tungstain — is teaghlach de chomhábhair é a bhfuil cóimheasa éagsúla acu maidir le méid gráin WC agus ábhar ceanglóra cóbalt. Rialaíonn na hathróga seo go díreach an t-iarmhéid idir cruas agus cruas, agus má roghnaítear an grád mícheart le haghaidh feidhmchlár stampála is cúis le teip roimh am trí róchaitheamh nó scealladh.
Ábhar Cóbalt agus a Éifeacht ar Fheidhmíocht
Is é cóbalt an ceanglóir miotalach a choinníonn gráinní chomhdhúile tungstain le chéile. Táirgeann cion íseal cóbalt (3-6% Co) ábhar dísle atá níos deacra agus níos resistant a chaitheamh - atá oiriúnach chun ábhair thanaí boga a stampáil ar luasanna an-ard nuair is é caitheamh scríobach an príomh-mhodh teip. Déanann ábhar cóbalt níos airde (8-15% Co) roinnt cruas a thrádáil le haghaidh cruas feabhsaithe go mór agus friotaíocht crack, rud a fhágann gurb é an rogha is fearr chun stoc níos tiús a stampáil, cóimhiotail níos déine cosúil le cruach dhosmálta nó cruach ard-neart, nó feidhmchláir a bhaineann le turraing-ualú ó dhíshealbhú nó mí-fhothaí. Titeann formhór na n-iarratas bás stampála isteach sa raon 6-10% Co, rud a léiríonn an láthair milis praiticiúil idir friotaíocht caitheamh agus toughness tionchair.
Méid Gráin agus a Ról i Géire Imeall
Bíonn tionchar ag méid gráin an leithreas - ó fhomhicrón (faoi 0.5 μm) go garbh (os cionn 3μm) ar ghéire an chiumhais insroichte agus ar chríochnú dromchla na coda stampáilte araon. Tacaíonn cairbídí gráin mhíne agus ultrafine le himill ghearrtha níos géire le lamháltais níos déine tríthoiseach, rud a fhágann gurb iad an rogha is fearr le haghaidh bearradh beachtas, polladh mín, agus micrea-stampáil ábhair tanaí scragall i ndéantúsaíocht leictreonaice agus feistí leighis. Tá gráid garbhghráin níos déine agus is fearr a oireann do bhánú trom, do ionsáin líníochta dhomhain, agus d'fheidhmchláir nach bhfuil géire an chiumhais chomh ríthábhachtach ná an fhriotaíocht tionchair.
Moltaí Grád Coiteann de réir Iarratais
- Stiallacha tanaí copair nó alúmanaim a phuncháil (críochfoirt leictreonacha): Grán mín, 6% Co — friotaíocht caitheamh uasta d'ábhair scríobach neamhfheiriúla ag rátaí arda SPM.
- Bánú cruach éadrom suas le 3mm: Grán meánach, 8-10% Co - cruas cothrom agus déine le haghaidh stampála cruach ilchuspóireach.
- Stampáil cruach dhosmálta nó cruach ard-neart: Grán meánach garbh, 10–12% Co — níos déine chun na fórsaí gearrtha níos airde agus na hualaí turrainge ó ábhar níos deacra a láimhseáil.
- Ionsátaí domhain líníochta agus foirmithe: Grán garbh, 12–15% Co — an déine uasta chun seasamh in aghaidh an strus leanúnach comhbhrúiteach agus teanntachta a bhaineann le hoibríochtaí foirmithe.
- Micrea-stampáil agus gearradh scragall cruinneas: Grán submicron, 6% Co - an sainmhíniú imeall is fearr atá ar fáil do chodanna le lamháltais faoi ± 0.005mm.

Príomh-Chomhpháirteanna de Thionól Dísle Stampála Carbíde Tungstain
Ní hamháin gur píosa amháin de chomhdhúile é dísle stampála cairbíde iomlán — is cóimeáil chruinn d’ilchodanna é, gach ceann díobh a ndearnadh innealtóireacht orthu chun oibriú le chéile. Cuidíonn tuiscint ar ról feidhme gach cuid le cinntí dearaidh bás agus diagnóis locht nuair a thagann fadhbanna chun cinn i dtáirgeadh.
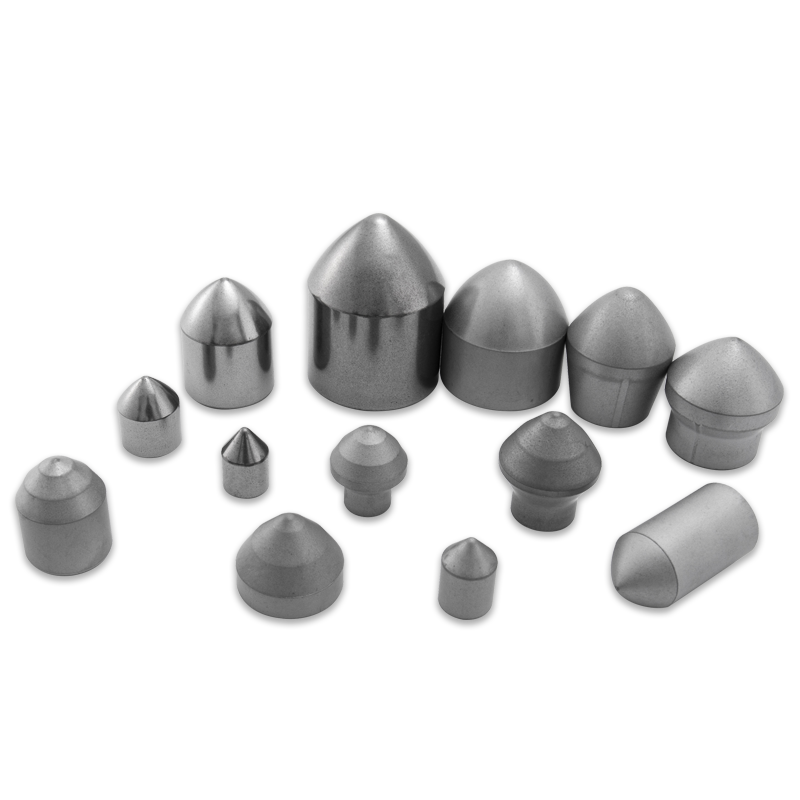
Punch Carbide (Dísle Uachtarach)
Is é an punch carbide an ball gníomhach gearrtha nó foirmithe a íslíonn leis an preas reithe. Sainmhíníonn sé an cruth atá á stampáil - cruinn, cearnógach, próifíl chasta, nó comhrian saincheaptha - agus cinneann a céimseata ceannródaíoch airde burr agus cáilíocht imeall na coda críochnaithe. Go hiondúil is feistiú preas-phreasa iad nó coinnítear go meicniúil isteach i gcoimeádán cruach pollta, agus déanann an rinn carbide an obair ar fad ar an aghaidh ghearrtha. Cuireann fad punch, achar trasghearrtha, agus uillinn faoisimh imeall go léir san áireamh cé chomh fada agus a choinníonn an punch a chéimseata sula mbíonn gá le hathmheilt.
Cnaipe Dísle Carbide (Bás Íochtarach)
Is é an cnaipe bás an ball gearrtha níos ísle fos. Téann an punch isteach sa oscailt cnaipe dísle le himréiteach rialaithe - go hiondúil 5-10% de thiús an ábhair in aghaidh an taoibh le haghaidh oibríochtaí bearrtha - agus is í an bhearna imréitigh seo a lomann an t-ábhar go glan. Feisttear cnaipí dísle carbide i mbróg dísle cruach nó pláta dísle. Bíonn tionchar ag fad na talún (airde ingearach na coda comhthreomhara gearrtha sula dtosaíonn an uillinn dísle) ar an bhfórsa gearrtha agus ar an saol bás araon - méadaíonn an talamh níos faide ar fhriotaíocht chaitheamh ach méadaíonn sé an fórsa stripping freisin.
Imréiteach Die agus a Éifeacht ar Cháilíocht Pháirt
Tá imréiteach punch-go-bás ceart ar cheann de na hathróga is tábhachtaí maidir le feidhmíocht bás stampála chomhdhúile. Méadaíonn imréiteach ró-bheag an fórsa gearrtha, gineann sé teas iomarcach, agus luasghéaraíonn sé caitheamh imeall ar phunch agus bás. Cruthaíonn an iomarca imréitigh crios rollta níos mó, burrs níos airde, agus cruinneas laghdaithe tríthoiseach ar an imeall lomtha. Maidir le hábhair bhoga cosúil le copar nó alúmanam, cruthaítear gearrthacha níos glaine de bharr imréitigh níos déine (4-6% in aghaidh an taoibh). I gcás ábhair níos déine nó níos tiús, laghdaíonn imréitigh níos leithne (8-12% in aghaidh an taoibh) strus uirlisí agus leathnaíonn sé an saol bás.
Piléir Treorach agus Bushings
Coinníonn piléir treorach beachtais agus toir beachta ailíniú cruinn idir na leatha dísle uachtaracha agus íochtaracha ar fud gach stróc preasa. Is cúis le mí-ailíniú - fiú cúpla miocrón - luchtú míchothrom ar imill ghearrtha chomhdhúile, ag luasghéarú ar chipping imeall agus ag laghdú beatha dísle. In iarratais stampála ardluais, cuireann córais treorach cage liathróid in ionad bushings plain le haghaidh cuimilte laghdaithe agus treoir níos cruinne ar luasanna ardaithe.
Modhanna Déantúsaíochta: Mar a Dhéantar Die Stampála Carbíde Tungstain
Tá an próiseas déantúsaíochta le haghaidh bás stampála cairbíde tungstain níos casta agus níos speisialaithe ná le haghaidh uirlisí cruach uirlisí. Cuidíonn tuiscint ar na modhanna táirgthe le ceannaitheoirí cumas soláthraithe a mheas agus ionchais réalaíocha a shocrú.
Miotalóireacht Púdar agus Sintéiriú
Déantar dísleáin chomhdhúile tungstain a tháirgeadh trí mhiotaleolaíocht phúdair — púdar WC a chumasc le ceanglóir cóbalt, an meascán a bhrú go cruth gar-líon, agus shintéiriú ag teocht timpeall 1,400–1,500°C faoi fholús nó atmaisféar támh. Le linn shintéirithe, leánn agus sreabhann an cóbalt idir gráin WC, rud a chruthaíonn maitrís dlúth aonchineálach. Laghdaíonn an bán sintéaraithe go hiondúil (18–20% líneach go hiondúil) ón gcruth brúite, agus tugtar cuntas ar an bhfachtóir crapadh seo sna toisí réamhsheoltacha. Cinneann cáilíocht bhán — leibhéal porosity, aonfhoirmeacht gránach, agus dáileadh ceanglóra — an uasteorainn ar fheidhmíocht dísle insroichte.
EDM (Meaisniú Scaoilte Leictreach)
Toisc go bhfuil an chomhdhúile tungstain sintéaraithe ró-deacair a mheaisíniú le huirlisí gearrtha traidisiúnta, déantar próifílí casta a mheaisíniú trí úsáid a bhaint as EDM (EDM sreang nó sinker EDM). Gearrann Wire EDM tríd an gcomhdhúile bán trí úsáid a bhaint as leictreoid sreinge taistil agus creimeadh scaoilte leictreach, ag táirgeadh cruthanna comhrianta an-bheachta le lamháltais ±0.002–0.005mm ar thoisí próifíle. Úsáideann Sinker EDM leictreoidí múnlaithe chun gnéithe cavity tríthoiseach a chreimeadh. Ní mór sraitheanna dromchla EDM ar chomhdhúile a rialú go cúramach agus is minic a éilíonn snasta iar-EDM chun aon chiseal athmhúnlaithe a bhfuil tionchar teasa aige a bhaint a d'fhéadfadh feidhmiú mar shuíomh tionscnaimh crack faoi luchtú timthriallach.
Diamond Meilt agus Rádlaithe
Baintear amach cruinneas tríthoiseach deiridh agus bailchríoch dromchla ar díslí stampála cairbíde trí mheilt rotha diamanta — an t-aon scríobach atá deacair go leor chun cairbíd tungstain a mheaisíniú go héifeachtach. Tugann meilt dromchla, meilt sorcóireach, agus meilt próifíle le rothaí diamanta roisín nó banna miotail-bhanna na comhpháirteanna bás don chaoinfhulaingt deiridh. Ansin cuirtear imill ghearrtha chriticiúla agus dromchlaí cúplála le cumaisc diamanta chun bailchríocha dromchla a bhaint amach faoi bhun Ra 0.1μm, rud atá riachtanach chun caitheamh greamaitheacha a íoslaghdú agus chun imill lomadh glan a bhaint amach ar chodanna stampála.
Cothabháil agus Athmheilt: Saol Die Carbide Tungstain a Shíneadh
Ceann de na buntáistí praiticiúla a bhaineann le stampáil chomhdhúile tungstain ná cruach uirlisí ná gur féidir imill ghearrtha caite a athphlandú arís agus arís eile sula sroicheann an dísle deireadh a shaoil - chomh fada agus a dhéantar an t-athghreamú i gceart agus ag na tréimhsí cearta. Is féidir le bás chomhdhúile nach bhfuil á chothabháil go dona, áfach, teip go tubaisteach agus scriosann sé an tsubstráit nó na codanna le sruth.
Cathain is cóir Aiséirí: Comharthaí Caithimh a Aithint
- airde burr a mhéadú: De réir mar a bhíonn imill ghearrtha duillsilteacha, leathnaíonn an crios lomadh agus méadaítear airde burr ar an gcuid stampáilte. Bunaigh tairseach airde burr (m.sh., 10% de thiús an ábhair) agus truicear ath-mheilt nuair a sháraíonn páirteanna go seasta é.
- Fórsa méadaithe stripping: Cruthaíonn imeall pollta caite nó scealptha níos mó frithchuimilte le linn stripping ábhar, rud a thaispeánann mar léamha ardaithe faoi ualach an phreasa nó ag baint le tuirse an earraigh.
- Slánú ciumhais infheicthe nó scealpadh faoin formhéadú: Nuair a dhéantar iniúchadh rialta ar chiumhais ghearrtha faoi loupe nó faoi chomparadóir optúil, gabhtar an tsliseadh sula n-iomadaíonn sé go bristeacha imill níos mó a dteastaíonn baint ábhair níos ionsaithí lena shocrú.
- Sruth toisí ar pháirteanna stampáilte: De réir mar a mhéadaíonn imréiteach bás go héifeachtach mar gheall ar chaitheamh imeall, athraíonn toisí na bpáirteanna. Monatóireacht a dhéanamh ar thoisí criticiúla ar bhonn staitistiúil agus úsáid a bhaint as sonraí treochtaí chun a thuar cathain a bheidh ath-mheilt dlite sula dtógtar rátaí fuílligh.
Cleachtas Ceart Athmheilt
Chun cairbíd tungstain a athghreamú, tá gá le rothaí diamanta le cruas nasctha cuí agus méid grit don ghrád chomhdhúile a bheith meilte. Bain úsáid as tuile chuisnithe le linn na meilt chun damáiste teirmeach a chosc - cruthaíonn róthéamh logánta le linn athmheilt strus iarmharach teanntachta agus micreascáineadh ar an dromchla rud a laghdaíonn go mór an saol bás ina dhiaidh sin. Bain amach ach an oiread ábhar agus is gá chun ciumhais glan géar a athbhunú — de ghnáth 0.05–0.15mm in aghaidh an timthrialla athghloine. Rianaigh ábhar carnach a bhaintear as fad an phunch chun fios a bheith agat cé mhéad timthriallta athghréine eile atá fágtha sula mbíonn an punch ró-ghearr le húsáid shábháilte.
Cad atá le Lorg Agus Soláthraí Dísle do Stampáil Carbíde Tungstain á Fhoinsiú
Tá níos mó athróg i gceist le foinsiú bás stampála chomhdhúile ná mar a bhíonn uirlisiú tráchtearraí a cheannach. I roinnt príomhchritéir mheastóireachta scarann na soláthraithe a sheachadann fadsaoil, ardchruinneas go seasta uathu siúd a tháirgeann cáilíocht neamhréireach a dteipeann orthu sa tseirbhís.
- Foinsiú amhábhar intí: Is féidir le soláthraithe a cheannaíonn bearnaí cairbíde sintéaraithe ó tháirgeoirí amhábhar deimhnithe — seachas foinsí anaithnid spotmhargaidh — grád ábhair agus cáilíocht baisceanna a rianú. Iarr deimhnithe ábhar chomhdhúile agus deimhnigh go bhfuil ábhar cóbalt agus méid gráin ag teacht leis an ngrád sonraithe.
- EDM sreang agus cumas meilt: Deimhnigh go n-oibríonn an soláthraí a threalamh meilt EDM agus Diamond féin seachas na céimeanna ríthábhachtacha seo a fhoinsiú allamuigh. Tugann gach aistriú idir fochonraitheoirí isteach riosca tríthoiseach agus laghdaítear an chuntasacht maidir le cruinneas dísle deiridh.
- Cumas iniúchta agus tomhais: Úsáideann soláthraithe bás carbide cáilíochta cigireacht CMM (meaisín tomhais comhordaithe) chun toisí criticiúla, comparadóirí optúla le haghaidh fíorú próifíle, agus tástálaithe garbh dromchla a fhíorú chun críochnú dromchla na talún a dhearbhú. Fiafraigh cad iad na taifid iniúchta a chuirtear ar fáil le gach lastas dísle.
- Tacaíocht innealtóireachta iarratais: Ní hamháin go ndéanann na soláthraithe dísle cairbíde is fearr do líníocht a mhonarú - déanann siad athbhreithniú air maidir le saincheisteanna dearaidh a d'fhéadfadh a bheith ann sula ngearrann siad ábhar. Tá taithí le moltaí imréitigh, roghnú grád do d'ábhar agus d'iarratas ar leith, agus leas iomlán a bhaint as céimseata imeall fíorluachmhar agus scarann sé déantóirí uirlisí speisialaithe ó shiopaí meaisín ginearálta.
- Am luaidhe agus seirbhís athmheilt: Maidir le huirlisiú atá ríthábhachtach maidir le táirgeadh, deimhnigh amanna caighdeánacha an tsoláthraí agus amanna tionscanta gasta do sheirbhís bás nua agus athmheilt. Laghdaíonn soláthróir atá in ann regrind a iompú laistigh de 24-48 uair an chloig go mór do nochtadh ama aga táirgeachta i gcomparáid le soláthróir le scuaine coicíse.
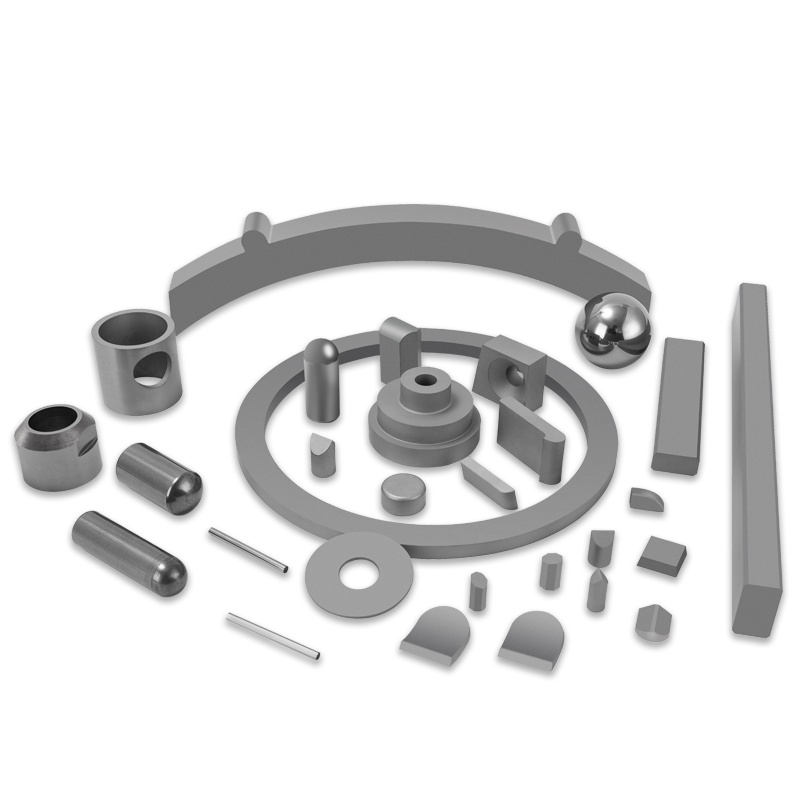
Ár Táirgí //
Táirgí Gaolmhara



Má tá suim agat inár dtáirgí, téigh i gcomhairle linn
